
- 設備咨詢熱線:
13306125296 - 等離子配件咨詢:










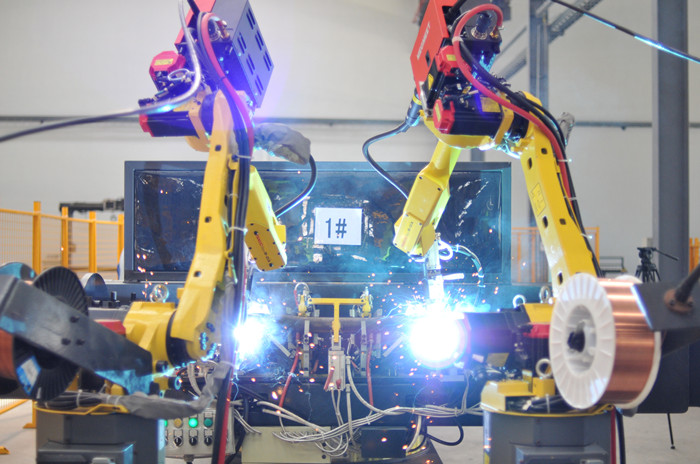




滄州華油飛達-結構件機器人自動化焊接
已閱讀 1883 次08/17/2021一、焊接機器人系統(tǒng)概要
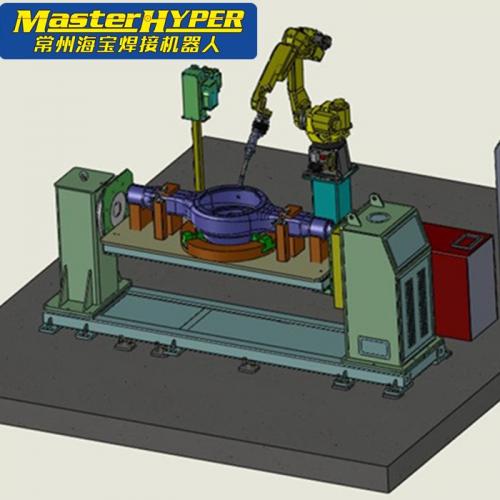
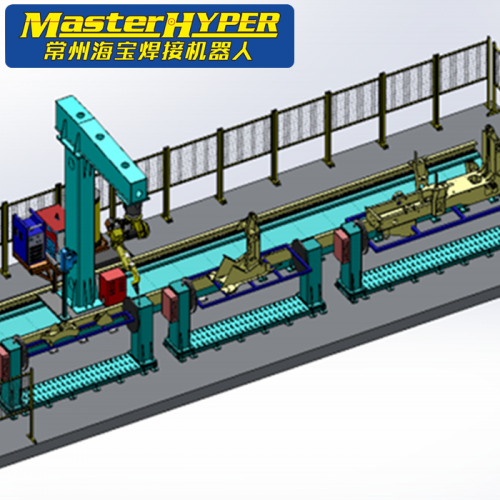
本機器人焊接系統(tǒng)由一臺 FANUC M-10ia/8L機器人極大運動半徑為2038mm,兩套遙控同步電機驅動平臺(尺寸1.8X3米),一套13米長度的行走路軌,長度4米的機器人行走天軌,F(xiàn)ANUC PM400焊接系統(tǒng),焊槍清槍裝置,賓采爾焊槍套件,安全防護及電氣控制系統(tǒng)等組成。每臺工作站可協(xié)調聯(lián)動的總軸數(shù)為7軸,機器人安裝,安全、可靠。

二. 工件主要信息
序號 | 工件信息 | 內容 |
1 | 使用對象 | 鋼結構工件 |
2 | 型號 | |
3 | 材質 | 碳鋼、不銹鋼等 |
4 | 焊接方式 | 脈沖氣體保護焊 |
5 | 焊縫姿態(tài) | 角焊縫、環(huán)縫等 |
6 | 保護氣體 | 混合氣體80%Ar+CO2 |
7 | 焊絲規(guī)格 | |
8 | 焊縫可達性 | ≤95%; |
9 | 表面處理 | 清理油污、等雜質,焊縫尋位處要打磨; |
10 | 零部件尺寸 | 組對間隙≤2mm,零件重復精度≤2mm。 |
三.設備規(guī)格及技術參數(shù)
機器人通過焊機的電壓反饋,用焊絲端部碰觸工件上 的兩個基準點,來判斷工件的偏差情況,并對起弧焊接的位置坐標進行 補償調整,實現(xiàn)焊縫尋找功能。
1.采用該功能會延長焊接循環(huán)時間,降低生產效率。同時工件的焊縫相對 于基準點的尺寸要準確。
2.Tast(電弧感應焊縫跟蹤)同樣是 Lincoln 和 FANUC 基于
3.ArcLink-ArcTool 通訊軟件共同開發(fā)的,簡便有效的機器人焊縫跟蹤功能
4.電弧跟蹤原理是通過擺動焊接過程中,檢測焊接電流(Welding Current) 的反饋信號,與設定值進行比較,調整焊接軌跡,使焊接位置始終保持 在焊縫中間位置。
5.電弧跟蹤功能可以自動補償焊縫位置因零件翹曲、裝配不精確等產生的 偏差。可以在縱向和橫向機器人運動軌跡上進行位置補償
電弧跟蹤的優(yōu)點有以下四點。
(1)簡單可靠、經(jīng)濟實用,不需要增加其他設備;
(2)焊槍可達性好,體積小;
(3)可以與焊縫起始點尋位,機器人附加軸聯(lián)動功能等配合使用;
(4)他能記憶第1道焊縫跟蹤的信息,在多層焊時達到事半功倍的效果。
適合的焊縫型式有:角焊縫、V 形焊縫、單邊 V 形焊縫、I 形焊縫、X 形 焊縫、Y 形焊縫等多種焊縫形式;
四.焊接機器人焊接系統(tǒng)
1.SFP焊的很佳熔滴過渡形式是一個脈沖過渡一個熔滴。這樣通過調節(jié)脈沖頻率就能夠改變單位時間內熔滴過渡的滴數(shù),也就是焊絲熔化速度。
2.射滴過度形式提高了焊絲的熔化系數(shù),也就是提高了焊絲的熔化效率。焊接速度可提高30%。
3.焊縫成形良好,熔寬較大,指狀熔深特點減弱,余高小,由于一脈一滴的射滴過度,熔滴直徑大致與焊絲直徑相等,且熔滴電弧熱較低,所有焊縫成形晶粒細、強度高。
4.電弧指向性好,適合全位置焊接。
5.噪聲較普通焊機明顯降低,干擾減少,操作時更舒適,精力也更集中。
6.脈沖氣保焊機是利用脈沖電流時間射滴過度,能實現(xiàn)無飛濺焊接,免除清理焊縫表面飛濺物的勞動,使焊縫成型更加美觀,同時,因熔滴溫度低焊接煙霧少,大大改善了施工環(huán)境。
7.以16毫米的碳鋼為例,焊接速度平均為400mm/min,工件所需的焊接長度約為9700mm,即機器人所需焊接時間約為24.25分鐘。
五.賓采爾500機器人焊槍
槍體外套管是由一整塊特質高鋼性不銹鋼通過 CNC 設備整體加工而成, 非常強壯,同時和內層槍管之間留有足夠空間,當配合 特雷克斯高吸能防碰撞傳 感器工作時,即使發(fā)生碰撞也不用重新校槍,機器人 TCP 點基本不變,這樣 就節(jié)約了大量的機器人停機維護時間。



我要評論
跟此相關的新聞



查看所有評論(總共0條)評論列表