
- 設備咨詢熱線:
13306125296 - 等離子配件咨詢:










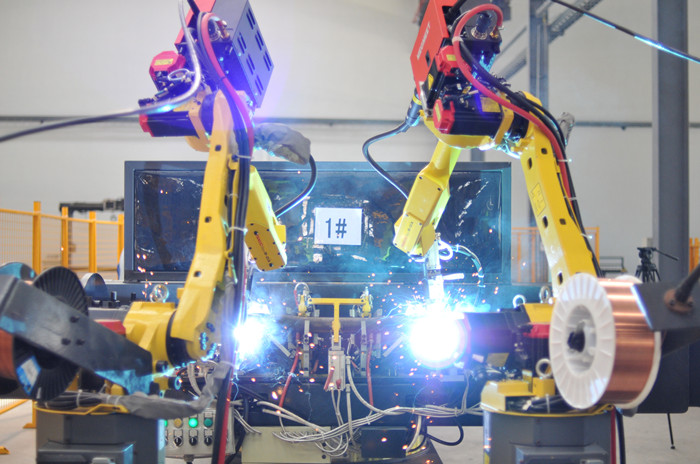





排氣管焊接機器人
- 汽車排氣系統零部件各個部位的結構特點和焊接要求都不盡一致,按照不同種類工件的外形及其焊接特性,焊接單元的工藝布局有多種形式。排氣系統是汽車排放和消聲的重要部分,主要由歧管、催化凈化器、波紋管、中消及后消等部件組成,各個部位的結構特點和焊接要求都不盡一致。
- 技術及商務咨詢:徐經理 13306125296













排氣零部件弧焊工藝要求
汽車排氣系統零部件各個部位的結構特點和焊接要求都不盡一致,按照不同種類工件的外形及其焊接特性,焊接單元的工藝布局有多種形式。排氣系統是汽車排放和消聲的重要部分,主要由歧管、催化凈化器、波紋管、中消及后消等部件組成,各個部位的結構特點和焊接要求都不盡一致。
按照主要功能模塊距離發動機的遠近,排氣系統也可以分為熱端、冷端兩部分。熱端部分直接連接發動機排氣口,主要包括歧管、凈化器、波紋管、二級凈化器及掛鉤法蘭等附屬部件。因其所處底盤位置空間緊湊,所以部件外形變化較大,焊縫分布復雜。同時,因其主要功能為凈化尾氣,故焊縫密封性要求高。
冷端部分承接熱端,主要包括中消、后消及掛鉤法蘭等附屬部件。冷端總成通常尺寸較長,焊縫多為小直徑環縫,當后消聲器包為焊接結構時,通常要求壓裝焊接,焊縫量較大。消聲器包進出氣管處焊縫為三層薄板焊接,焊縫成形要求高。
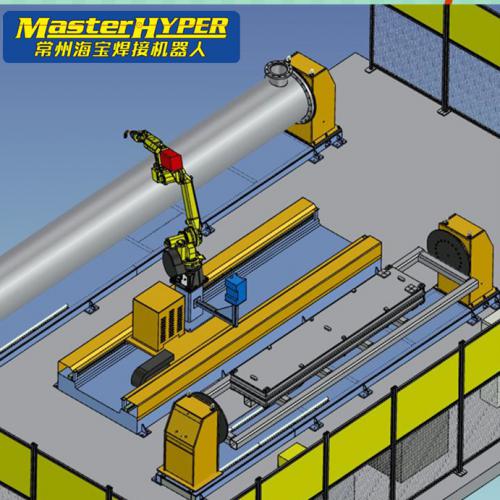
焊接單元的典型布局
排氣零部件機器人焊接單元主要由弧焊機器人、焊接設備、清槍剪絲機構、變位機、焊接夾具、安全防護系統、電氣控制系統、工件檢測設備及物流系統等組成。按照不同種類工件的外形及其焊接特性,焊接單元的工藝布局有多種形式。
對于各種排氣零部件,焊接單元的典型布局如下:
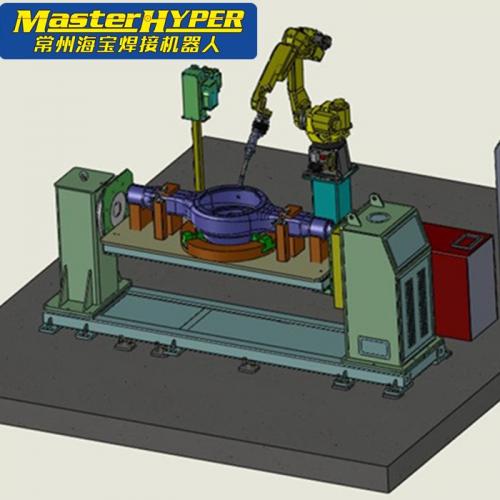
1.彎管類歧管焊接單元布局
彎管類歧管的焊縫空間分布較復雜,需要使用兩臺機器人協調焊接或應用雙軸變位機取得合適的焊接姿態。歧管及其焊接單元布局。
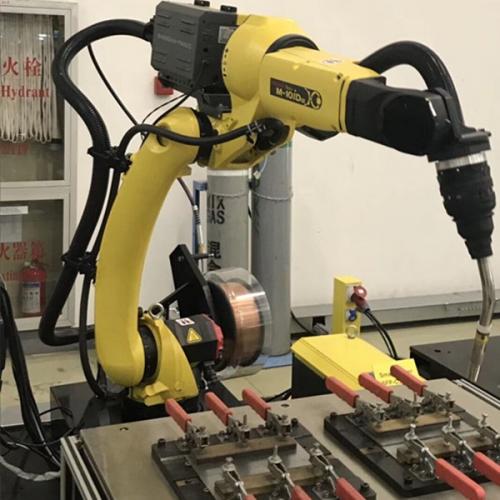
2.沖壓半殼類歧管、凈化器和波紋管的焊接單元布局
沖壓半殼類歧管的焊縫主要分布在半殼一側的弧面上,應用單軸變位機即可達到合適的焊接位置。此類工件與凈化器、波紋管等尺寸小且焊縫分布單一的工件一起,可使用單座單軸變位機雙工位布局。
3.熱端總成焊接單元布局
熱端工件是由歧管、凈化器、波紋管、二級凈化器和掛鉤法蘭等分總成工件焊接在一起的總成工件,是轎車排氣零部件焊接工件中比較復雜的一種,通常需分為3~4道工序焊接完成,需采用多道工序夾具分布在單個機器人焊接單元內的緊湊型布局。當產量需求較大時,可以用多個機器人焊接單元組成U型線,優化物流。
4.半殼類消聲器大包焊接單元布局
半殼類消聲器大包在焊接過程中需要加壓到80kN以上,需要使用可安裝液壓模具的特殊雙軸變位機實現焊接工藝。
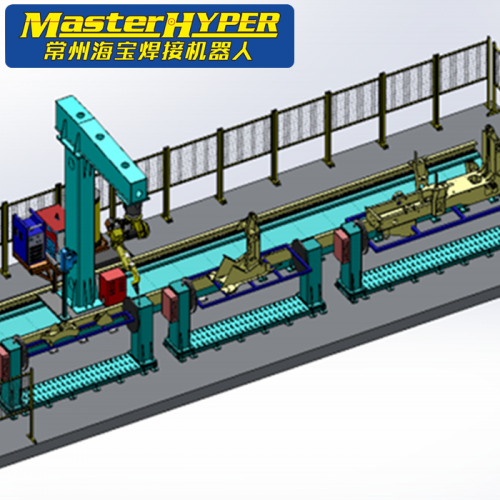
5.冷端總成焊接單元布局
排氣系統冷端總成工件通常由法蘭、進出氣管、消聲器大包、掛鉤支架等部件焊接組成。按排量大小分為單、雙系統兩種形式。
冷端總成工件的長度通常為2~3m,焊接單元常用布局為立式翻轉三軸變位和水平回轉三軸變位兩種。雙系統冷端總成焊縫分布范圍較大,更適用于水平回轉三軸變位布局。


我要評論





評論列表