
- 設(shè)備咨詢熱線:
13306125296 - 等離子配件咨詢:










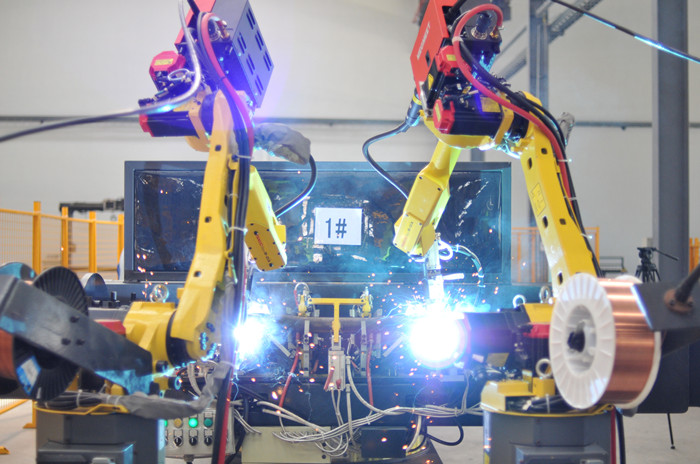
與浙江金拓合作鋼構(gòu)架車間焊接
鋼結(jié)構(gòu)自動(dòng)焊接難度與特點(diǎn)
1 節(jié)點(diǎn)形式復(fù)雜,焊接質(zhì)量要求高。
2 鑄鋼件與Q345 異種鋼焊接的質(zhì)量控制要 求防止應(yīng)力腐蝕裂紋的產(chǎn)生。
3 焊接變形控制尤為重要,將影響結(jié)構(gòu)整體安 裝質(zhì)量。


鋼結(jié)構(gòu)焊接變形及殘余應(yīng)力的控制難度大。圓管及橢圓管焊接均為全位置焊接,焊接技 術(shù)水平要求高,焊接質(zhì)量控制難度大。海上風(fēng)大,氯粒子含量高,濕度比較高,應(yīng)力 應(yīng)變控制難度高,易導(dǎo)致焊縫金屬中氫的聚集,容易 形成冷裂紋和應(yīng)力腐蝕裂紋。隨著我國(guó)建筑鋼結(jié)構(gòu)行業(yè)的快速發(fā)展,大跨度、場(chǎng)館類、超高層建筑鋼結(jié)構(gòu)越來越多, 構(gòu)件類型也日趨復(fù)雜,對(duì)設(shè)計(jì)和制作精度要求都比較高。目前,焊接手工操作的低效率和質(zhì)量的不穩(wěn)定往往成為生產(chǎn)效率的提高和產(chǎn)品質(zhì)量穩(wěn)定性的極大障礙。因此,鋼結(jié)構(gòu)制造企業(yè)的焊接水平特別是自動(dòng)智能化焊接水平的提高, 是鋼結(jié)構(gòu)行業(yè)快速發(fā)展的關(guān)鍵所在。由于目前我國(guó)建筑鋼結(jié)構(gòu)多是 非標(biāo)設(shè)計(jì)、構(gòu)件品種多、單件小批量生產(chǎn)、工藝復(fù)雜等, 實(shí)現(xiàn)全自動(dòng)化焊接存在著較大困難;但是鋼結(jié)構(gòu)制造行業(yè)先進(jìn)焊接技術(shù)的不斷革新及高效智能焊接設(shè)備的應(yīng)用, 正逐步提升著鋼結(jié)構(gòu)的質(zhì)量。
智能化自動(dòng)焊接對(duì)于鋼結(jié)構(gòu)行業(yè)的意義
1.Mini 型弧焊機(jī)器人 目前, 在鋼結(jié)構(gòu)制造行業(yè)中應(yīng)用性比較高的是Mini 型焊接機(jī)器人,在日本鋼結(jié)構(gòu)的制作中應(yīng)用較為廣泛。 Mini 型焊接機(jī)器人由焊接電源、 控制箱、機(jī)器人本體、 示教器、 送絲裝置、 焊槍及線纜組成;其借助直線型軌道可以實(shí)現(xiàn)多種焊接位置及焊接坡口形式的自動(dòng)焊接, 主要適用于一些平直構(gòu)件主焊縫的焊接。
2.柔性軌道機(jī)器人 在鋼結(jié)構(gòu)制作構(gòu)件中,弧形構(gòu)件占有很大的比例,且不滿足現(xiàn)有埋弧焊等設(shè)備的范圍, 此類構(gòu)件的焊縫焊接主要依靠人工焊接,人工分段焊接,其焊縫成形水平參差不齊。當(dāng)下的自動(dòng)化設(shè)備主要是適用直線焊縫焊接,此類弧形構(gòu)件若采用自動(dòng)化設(shè)備需要借助于弧形軌道,不同弧度需匹配相應(yīng)軌道。因此,柔性軌道機(jī)器人產(chǎn)品可以解決此類問題, 借助柔性軌道利用強(qiáng)磁吸附于構(gòu)件外表面, 實(shí)現(xiàn)弧形焊縫的自動(dòng)焊接。
3.視覺識(shí)別焊接機(jī)器人 當(dāng)前各行各業(yè)應(yīng)用的焊接機(jī)器人基本都是通過在線編程或者離線編程技術(shù)將焊接指令傳至焊接機(jī)器人, 即通過示教編程的功能, 通過手動(dòng)操控示教器來指引焊槍到起始點(diǎn), 然后在系統(tǒng)內(nèi)選擇焊槍的擺動(dòng)方式、 焊接工藝參數(shù)等, 以此來生成焊接程序,實(shí)現(xiàn)焊接功能。隨著行業(yè)的發(fā)展, 市場(chǎng)上出現(xiàn)的視覺識(shí)別焊接機(jī)器人,研發(fā)者是將當(dāng)下時(shí)興的視覺拍照、 激光掃描與焊接機(jī)器人結(jié)合在一起,電腦端通過視覺拍照選取所要焊接的起始點(diǎn)和結(jié)束點(diǎn), 并在系統(tǒng)內(nèi)對(duì)焊縫形式進(jìn)行定義, 定義完成后機(jī)器人接收指令進(jìn)行實(shí)際焊縫位置的激光掃描來自動(dòng)糾偏, 然后實(shí)現(xiàn)焊縫的自動(dòng)焊接。

